

螺纹联接的拧紧过程与控制方法
1.扭矩控制式
扭矩控制、角度监控
特点:测量容易,使用标准螺丝,螺丝可以重复使用,紧固错误检查容易
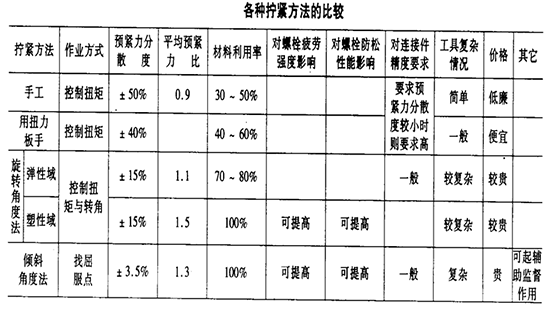
这是一种较常见的控制方法,产生的最终夹紧力变化误差较大,可以达到±30%,在扭矩法控制的螺纹联接中往往采用较高的设计余量,以此弥补扭矩控制带来的偏差,目前大多数非关键部位的螺纹联接仍使用扭矩法
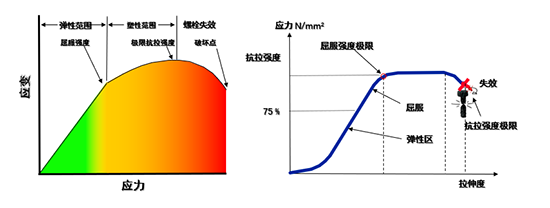
2.屈服点控制式
屈服点控制、扭矩/角度监控
特点:摩擦影响最小,夹紧力变化最小,螺丝可重复使用,对紧固件和被紧固件要求较高
控制结束要求较高,产生的最终夹紧力变化误差最小,在±7% - 10%左右,屈服点控制法要求对零件表面进行严格的处理,任何打滑和阻滞现象都会使扭矩/转交曲线偏离正常的范围,从而使控制系统发出错误警告,由于控制风险高,一般不使用
3.角度控制式
角度控制、扭矩监控
特点:摩擦影响较小,夹紧力变化较小,螺丝不可重复使用
常用于关键性的螺纹联接中,产生的最终夹紧力变化误差较小,约在±15%左右,但需要做大量的实验和分析工作,而且几乎无法复验,如果用扭力扳手来复验的话,预紧力可能会超过原先的设定值
螺纹联接的拧紧过程监测
1.最终扭矩监测:只对拧紧的最终扭矩做出判断,确认是否在给定的公差范围内。这种方法除了对螺纹拧紧的质量进行监测外,还能检验拧紧系统的输出功能和输出的重复精度
2.最终扭矩/转角监测:该监测方法不仅要求在拧紧过程结束时扭矩值在一定的偏差范围内,而且要求转角值也要处于一定的偏差范围内才算合格
3.扭矩速率监测:在螺栓拧紧的过程中,每当螺栓旋转一定的角度后(或增加一定的扭矩后),系统检测其扭矩增加值(或转角增加值),以确保拧紧曲线的斜率不偏离正常的范围
4.偏差监测:系统在整个拧紧过程中不断地检测螺栓转过的每一度时扭矩的增加值,以确保扭矩/角度拧紧曲线的线形在正常的偏差范围内
其中,由于最终扭矩监控和最终扭矩/转角监控方式有着监测简便易行,能够检验重复精度的特点,使用的比较多一些,而最终扭矩/转角监控因为结合了角度的监控,监控精度更高,是最常用的监控方式
螺纹联接拧紧质量评价
常用数显或表盘式力矩扳手测量装配后的螺栓的力矩,来评价螺栓拧紧的质量。这种方法由于采用人工操作,所以一般采用抽检的方式,也称为Torque Audit。在汽车制造领域,大多数企业通常采用装配后立即抽检或连续行驶,承受过负载后再进行检查的方式进行评价。手动复扳的时候可能会出现几个问题:
A.只能检查扭矩是否太低
B.不能检查角度控制的扭矩值
C.同时受静态摩擦力的影响
D.操作者使用不便(生产效率低、人机工程问题)
E.必须顶起校准
F.测力扳手的误差大
由于手动复扳的时候的这些问题,通过拧紧设备中集成力矩和转角传感器,对螺栓装配的参数进行监控的方式可以很方便的实现对螺栓的装配过程进行100%检验,是目前在生产中使用的比较广泛的一种方法,其中,最终力矩统计法进行SPC分析,是最主要在用的方式,但这种方法的前提是过程必须要稳定
常见的螺纹拧紧系统
·扭矩扳手
常见的扭矩扳手有机械音响报警式、数显式、指针式、打滑式,结构和使用简单,但是精度控制交叉,存在过力现象,受人为因素和零位标定的影响,不适合大规模生产使用
·气动拧紧工具
使用压缩空气作为动力源,带动扭矩扳手中的启动马达驱动齿轮对螺栓进行拧紧,其工作原理是冲击旋转,借助冲击力帮助拧紧或拧松螺栓或螺母,一般其精度范围通常是±7% - 12%
·电动拧紧工具
一般具有扭矩反馈单元,可以在拧紧过程中实时进行扭矩监测和控制,其结果属于动态扭矩
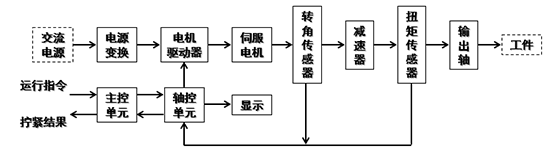
常见的电动拧紧工具一般属于半闭环的控制系统,容易受到末端状态的影响导致最终结果出现偏差,对拧紧系统的定期扭矩校核和系统标定,以实现系统偏差的补偿是十分必要的
常用的拧紧工位的结构设计

这种结构适合用在扭矩要求小于35Nm以下的拧紧工位,拧紧枪可以是悬挂的,或者是放置在工位的支架上,可以根据操作工的需要移动拧紧枪到相应的位置进行拧紧。35Nm的这个数值是根据人机工程计算出来的结果,可以作为一个参考值来使用

这个设计方案比前一种方案多了一个反力臂装置,一般在35Nm以上的应用需要考虑反力臂装置,同样的,反力臂装置也有多种不同的应用形式,比如下面两种设计方案

由于单轴拧紧在碰到同一个零件上有多个螺栓需要拧紧的情况下,通常会有螺栓扭矩下降的问题和节拍问题,这种情况下更多的用户会选择多轴同时拧紧,如下图,其优势在于中间的连接杆可以拆下来之后安装标定用的传感器,方便对拧紧枪的扭矩和转角进行标定

或者可以设计成下面这种形式,其优点是能够承受的拧紧扭矩更大,变形风险比较小

另外还有一种特殊的设计方案是将拧紧枪装在机器人手臂上,有些还额外配有变位设计方案,如下图,系统的柔性比较好,可以适应多种不同的产品进行自动拧紧,节拍也适中,不过缺点是不能够进行全轴拧紧,可能会产生扭矩衰减的问题

最后总结一下拧紧策略,常规单轴拧紧程序根据预紧状态不同,程序分为两种:
有气动枪预紧,拧紧程序使用先翻转认帽再正转拧紧,气动枪预紧力比较小,因此在反转认帽的时候需要设置扭矩门槛,避免反松已经拧紧合格的螺栓
无气动枪预紧,使用直接正转认帽并最终拧紧程序
常规单轴枪控制策略有如下要求:
1.有对合格拧紧次数进行计数的功能
2.一经反转,所有已判定合格的计数全部清零
3.在未收到拧紧失败信号前,不允许启动反转功能
常规多轴拧紧程序要求:
1.自动多轴拧紧设备可以先反转认帽再正转拧紧
2.对于一个平面上多螺栓拧紧,程序里面需要设置同步性,即所有螺栓都同时达到一定扭矩后再拧紧至最终扭矩
3.多轴拧紧的如果是同一个零件上的螺栓,如果某一个螺栓的最终扭矩不合格,需要将所有的螺栓都反松,同时设备需要能够给出不合格螺栓的具体位置,便于维修
4.如果多轴拧紧的是不同面上的螺栓,当出现某一个螺栓不合格时,只需要反松该螺栓所在零件上的所有螺栓即可
拧紧工艺是一个系统工程,从设计上来说,零件材质、螺栓材质、尺寸、最终扭矩转角要求都是重要因素,从工程上来说,选择合适的工具和工艺以及正确的质量控制方式是确保产品达到高质量的重要方式。随着技术的发展,越来越多的拧紧工具能够满足我们的拧紧节拍、质量控制、数据采集的功能需求
关于拧紧技术的基础知识就介绍到这儿,下一篇我们将介绍另外一种连接技术,敬请期待