

螺纹连接原理
螺旋也是一种机械,是鞋面类机械的变形
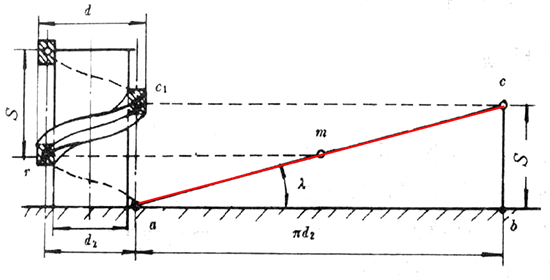
如果我们将一个与水平面倾斜角为l的直线绕在圆柱体上,就可以形成一条螺旋线,如果用一个平面图形,例如梯形、三角形或者矩形沿着螺旋线运动,并保持此平面图形始终在通过圆柱轴线的平面内,则此平面图形的轮廓在空间的轨迹就形成螺纹
外(阳)螺旋和内(阴)螺旋相互配合,通过旋转其中一个就可以使两者沿螺旋移动,产生相对的螺旋运动,这就是螺旋副

螺纹五要素为:螺纹的牙型、大径、螺距、线数和旋向,只有五要素相同的内、外螺纹才能互相旋合

螺旋副在机械装置上不仅用来做螺栓,也通常被用作传力、传动等,利用互相形成螺旋副的若干零件,构成一种机械静联接的形式,将被联接件之间的相对位置或姿态固定起来,使其无相对运动就可以形成螺纹联接,螺纹联接是一种可拆联接,无需损坏联接中的任何一个零件就可以拆开,具有结构简单、拆装方便、适用范围广的特点
常见的螺纹联接的形式
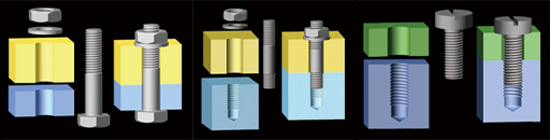
螺栓联接:被联接件通孔和螺栓孔之间有间隙,加工精度要求低,结构简单,装卸方便,不受被联接件材料的限制,但安装空间较大,需两头同时操作
双头螺柱联接:用于被联接件不宜制成通孔,且需要经常拆装的场合。安装和拆卸过程,需要专用工具,如进排气歧管安装、涡轮增压器安装、线束支架安装等
螺钉联接:结构简单紧凑,无需螺母,但经常拆装容易使螺纹磨损。发动机大部分螺纹联接皆属于该联接形式
螺纹联接常见的失效形式
1. 螺纹联接的松动
一般情况下由于满足自锁条件和摩擦力的防松作用,在静载荷和工作温度变化不大时,螺纹联接不会自动松脱,但在冲击、振动或变载荷的作用下,螺旋副之间的摩擦力可能减小或瞬间消失,当这种情况反复出现后,就会使联接松脱。在高温或温度变化较大的情况下,由于螺纹联接件和被联接件的材料发生蠕变和应力松弛,使得联接中的预紧力和摩擦力逐渐减小,最终导致联接失效
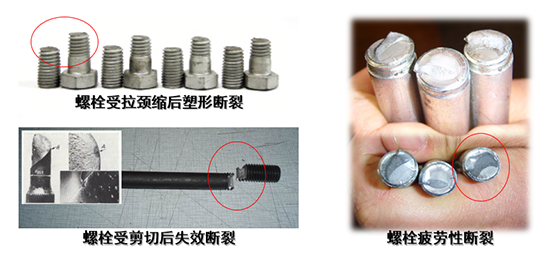
2. 螺栓杆的拉断;螺栓杆或螺栓孔的压溃;螺栓杆的剪断
这些都属于破坏性失效,一般情况下,在静载荷下螺纹联接是很少被破坏的,一旦出现破坏,就性质而言,约90%的螺栓属于疲劳破坏,且发生于截面面积较小并有缺口应力集中的部位
3. 螺栓杆的扭断
螺栓杆的扭断属于破坏性失效,在螺纹联接过程中,由于受到螺纹摩擦阻力的影响,螺栓体呈现扭转变形状态,螺栓体横截面受拉应力和剪应力的同时作用
实际失效形式与螺栓材质、受力状态有关
4. 螺纹联接的滑扣现象
一般螺栓和螺母都可视为弹性体,受力后,螺栓、螺母和螺纹牙都会产生变形
即使是制造和装配精确,其旋合各圈螺纹牙的受力也不是均匀的,从传力算起的第一圈螺纹变形最大,因而受力也最大,以后各圈受力递减,到第8-10圈以后,螺纹牙几乎不受力。一般初始几圈螺纹承载了70%-80%的负荷
受拉伸力的作用,螺距会增大,当外力增大,负载面受力一个个传递下去,造成螺纹一次剪切磨损,因而很容易滑牙,导致破坏性失效
滑扣的形成原因:
·螺纹联接初始阶段,啮合面不吻合,螺纹互相切削破坏
·螺纹联接过程中,螺纹受剪切破坏
·反复多次拆装,螺纹啮合面磨损严重,有效受力承载面积减小,出现跳牙

螺纹联接的设计准则
1.预紧螺栓在轴向疲劳过程中,承受的总拉力并不是预紧力和轴向力之后,而是残余预紧力和轴向力之和,所以,保证足够的参与预紧力是预紧螺栓联接服役过程不发生失效破坏的必要条件
2.螺纹联接要有适当的拧紧力矩和防松措施
3.根据所受载荷的情况,通过强度计算来确定螺栓的直径和性能等级
4.在使用中发现螺纹紧固件出现磨损,及时更换磨损件
提高螺纹联接有效性的措施
A.采用合理的螺纹制造工艺
B.选用合理性能等级的螺栓
C.防松
D.减轻应力集中,减小螺栓的应力幅
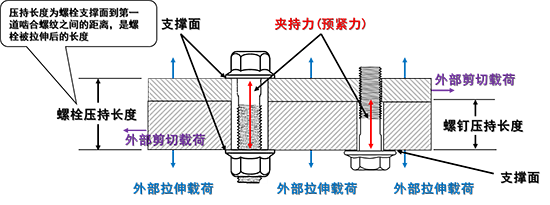
螺纹联接的拧紧要素
1.联接形变
在联接件刚度及工作载荷一定的情况下,螺栓承受的预紧力直接影响着螺栓的应力幅,从而影响螺栓的疲劳强度和联接质量,因此,在螺栓的工作场合一定的情况下,准确的控制预紧力并保持其不减退是很重要的
2.联接件和被联接件的关系
螺纹联接类似于拉簧和压簧的综合作用
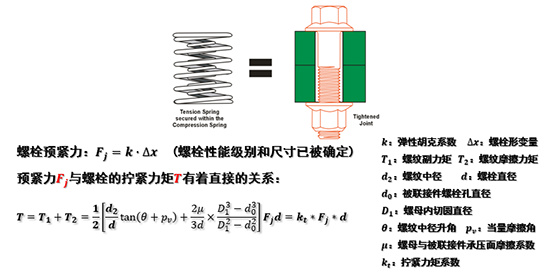
3.拧紧扭矩与夹紧力
施加扭矩,旋转螺母或螺丝使螺杆受力伸长,螺杆伸长产生的夹紧力把联接件夹紧,我们通过对螺栓或螺母施加一定的拧紧扭矩,从而获得所需要的联接件中的夹紧力
我们可以通过改变力臂的方式来施加扭矩,也可以通过改变旋转圈数的方式来改变扭矩,拧紧扭矩必须保证夹紧力足够克服螺栓收到的外部载荷
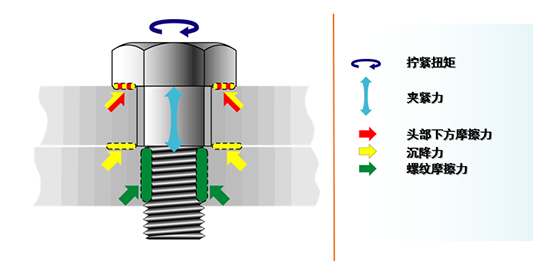
4.摩擦与润滑
拧紧扭矩的50-40-10分配法则:头部下方及螺纹的摩擦力会影响夹紧力。例如,当采用扭矩控制拧紧方法时,就会产生高达90%的摩擦损失,通常螺栓头下摩擦力约为50%,螺纹副中的摩擦力约为40%,夹紧力约为10%;当在螺栓头下加润滑油的时候,螺栓头下的摩擦力就会降低到约45%,相应的夹紧力就会上升到约15%;当螺纹副中有杂质的时候,螺纹副中的摩擦力就会上升到约45%,而相应的夹紧力就会下降到5%
5.硬联接与软联接
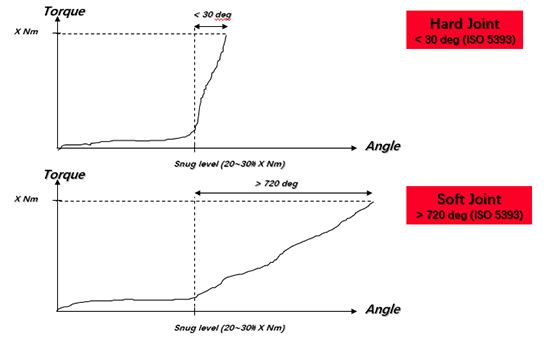
通过这张图,我们可以直观的看到硬联接和软联接的区别,根据ISO5393的定义,从目标扭矩的20%到30%之间的地方开始算,如果螺栓只旋转了不到30度,那就是硬联接,如果旋转超过了720度,那就是软联接
6.联接后的扭矩衰减
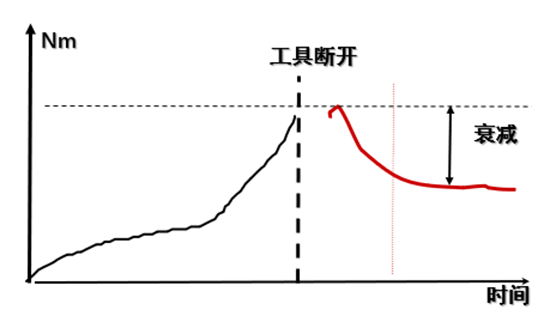
螺纹联接之后,由于材料的特性,会导致联接后扭矩出现衰减,这个衰减会随着时间的增加而逐渐加大,到一定程度之后就会趋于稳定。通常来说60% - 70%的衰减都会发生在拧紧完成后的30毫秒内,因此,不少对于最终的稳定扭矩有一定要求的产品,可能会在拧紧完成之后保持一段时间的扭矩,例如2秒,以减小扭矩衰减带来的影响,或者是超出目标扭矩一定的量再反松一定的角度,这个和常见的“转3圈退半圈”的概念基本上是一个意思
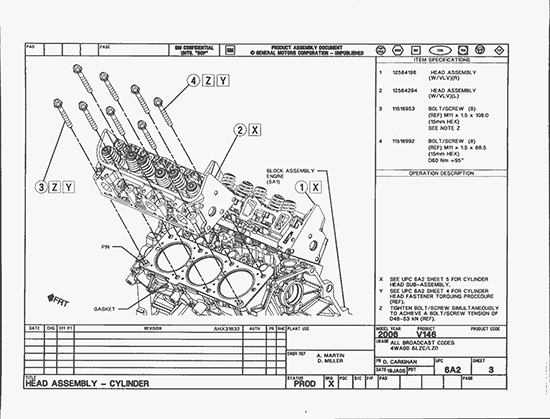
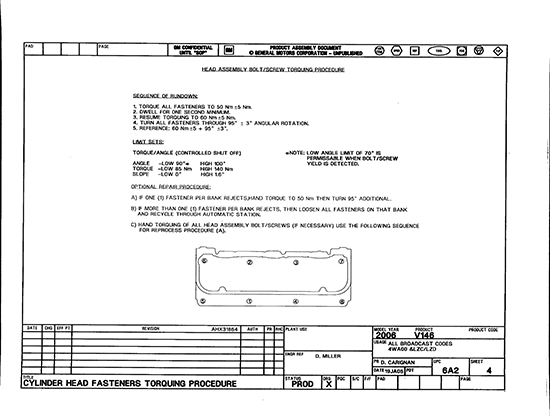
7.拧紧顺序
对于螺栓组的拧紧,一旦拧紧顺序设计不合理,很容易造成负载集中(偏载)或应力分散。为了避免这种情况,我们需要采用特定的步骤来对螺栓组进行紧固,即使用设定的扭矩分阶段,用特性的模式对螺栓进行紧固,对螺栓组有顺序的施加渐进的、统一的扭矩,可参考某发动机缸盖的拧紧顺序要求
8.影响夹紧力的因素
摩擦:表面粗糙与润滑状态;螺丝质量差;材料不合适
不可靠的装配技术:工具不准确或不相配;螺丝质量差;错误的工件
沉降力:设计权限;材料配对不合适;拧紧方法错误
温度:膨胀系数不同;螺栓接合尺寸错误
错误的拧紧系统:拧紧精度,夹紧力过低或过高
螺栓的有控拧紧和有效监测是一个较为复杂的过程,必须经过多次的计算和试验,进行综合分析才能较为正确的确定施工方案
这一篇我们就先介绍到这里,拧紧相关的内容较多,一篇的篇幅介绍不完,下一篇我们会继续进行介绍