

理想与现实产生差异的时候怎么办?
是委曲求全,就这么接受了?
还是决不退缩,力争一分一厘?
今天《法制报道》,哦,不,《压装Press fit课堂》就来给介绍这样一个案例:
设定了100mm的行程,某压机却只走了99.8mm的案例,用户愤怒的表示:说好的0.01mm的精度,你怎么就说话不算话了!退货、差评!
针对这个问题,今天我们就来介绍一下变形量补偿
变形量补偿Deflection Compensation
本文介绍
· 什么是变形和它对压装过程的影响
· 什么是变形量补偿
· 变形量补偿会带来什么问题么
①什么是变形
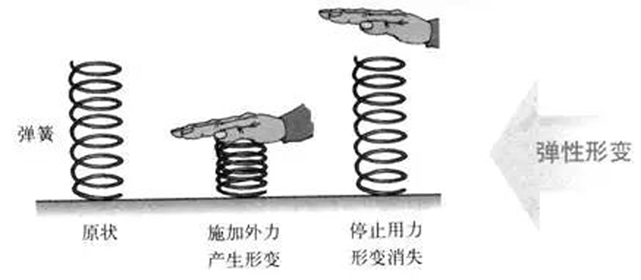
当A物体向B物体施加一个作用力的时候,B物体会因为这个力产生一些形变,根据材料的不同,形变的量也不同,比如我们压一个橡胶球的时候,会先产生弹性形变,当这个力大到一定程度的时候,就会变成塑性形变。而力的作用是相互的,当A向B施加作用力的时候,B也产生了反作用力:作用力=反作用力
我们的手在用力压弹簧的时候,弹簧变形了,手掌也会有一定的变形,在没有超过一定力的情况下,都能够恢复原状
这和压机在压装的是一样的,当压杆在压零件的时候,压杆在施加压力到零件上去的时候,零件也会对压杆产生相等的反作用力,比如说压机用20kN的压力进行压装,压机本身也受到20kN的反作用力,这个作用力会使压机、工装、结构框架也产生一定的形变,这个形变的量就是我们所说的变形量(Deflection)
如下图,蓝色的箭头代表的是压杆施加在零件上的力,黄色的箭头代表的是反作用力

通常来说,承载压机的结构框架也是金属件,这个变形量就算在非常大的压力情况下很难通过肉眼察觉出来,但是我们可以测量出变形量来。当整个压装系统产生一定的形变的时候,压杆到零件的距离从位置输出角度上来说,变长了,这就意味着,压杆必须额外的再向前移动一点距离才能够到达目标位置,而这个额外所需要走的距离,就是我们所需要的补偿量了,也是我们的软件所需要进行计算和进行处理的
当然,有一种特殊情况是不需要进行补偿的:
如果在压杆的头部或工装上安装了位移传感器,那么这个位移值就成为了真值,并没有受到整个系统的形变的影响
②如何进行变形量补偿
变形量补偿是一个软件功能,处理器会根据计算公式将所需的补偿量实时的修正到目标位移中。在我们的UFM V5软件中,变形量补偿功能是一个程序步功能,位于功能组1(Functions 1)中。理论上来说,变形量补偿功能只有在使用定位功能的时候才有用
通常来说,压装工位的工装及框架设计具有足够的刚性,也就意味着力(F)和变形量(Deformation)之间有一个几乎稳定的比例关系,如下图
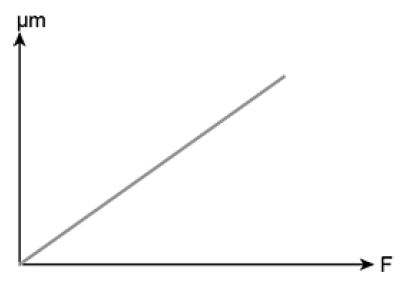
这个曲线可以通过压在一个刚性金属块上(如与产品零件相同材质的金属),缓慢移动压杆,观察并记录其压力与位移值获得,通常我们也会称这个斜率为延伸因子(Elongation Factor)

通过记录的压力与位移值,我们就可以算出曲线斜率是多少,而根据这个斜率,软件就会把补偿值计算入压杆的目标位移当中去

这个STargetposition为压杆实际所需要的目标位置,是压装程序步里面设定的目标位置(Position),而Smeasured是电机编码器所反馈出来的测量值,由于压力所产生的形变而导致这个测量值实际并不准确,对应的FTargetposition是目标位置处的压力值,将这个压力值乘以延申因子,就可以获得所需要的补偿量
举个例子来说,我们通过测量获得1kN的时候位移值为100.01mm,10kN的时候位移值为100.1mm,那么延伸因子就是
(100.1-100.01)/(10-1)=0.01mm/kN
当压机的输出压力为5kN的时候,就需要补偿0.05mm才能使压杆的真正位移值达到目标位置
③变形量补偿带来的问题
什么?变形量补偿功能还会带来问题???不用了!不用了!!!
不,我们不能因噎废食,这个功能在实际生产中还是具有非常实用的意义的,毕竟当我们需要使用位移控制的时候,不见得每个用户都愿意多花几千几万的去装一个外接式位移传感器,来解决这个形变的影响,这时候不使用变形量补偿,由于零件存在一定的差异性,压装压力会有波动,不使用变形量补偿必然会导致最终结果波动较大
在做这个决定之前,我们先看看问题是什么:
· Stick-Slip效应,或者我们称之为粘滑效应。当系统压力值在短距离范围内上下波动剧烈的时候,软件的补偿值计算也会出现波动,从而导致目标值的不可控。而实际上,就算我们没有启用变形量补偿功能,目标值也会因为压力抖动导致不可控,Stick-Slip的问题我们会安排另外一个专题来进行介绍
· 过高的延伸因子。当整个系统的形变量过高,导致延伸因子过高的时候,压杆的实际位移可能会因为补偿之后的位移超过了压机的最大有效行程,出现过行程的问题
当然实际应用情况下,最主要的问题可能还是Stick-Slip这个现象,这个现象并不在每一个应用中出现,而一旦出现这个情况,就成为用户甩之不去的“噩梦”