1. 铆接压力

如上图,当铆接压力越大的时候,就会有更多的材料被挤向孔内,产生墩粗现象,铆钉头部的变形量越小,铆钉径向的张力上升,相对而言零件的高度公差控制就更难一些;当铆接压力减小的时候,更多的材料被挤向水平方向,能够铆接出扁平的铆钉头部。因此,当需要铆接完毕之后,零件不能够转动的时候,就可以适当加大一些铆接力,使材料挤入孔中,卡住零件,当需要铆接完毕之后,零件能够转动的,如剪刀,那就可以适当减小一些铆接力,使转轴孔内的铆钉变形量更小。
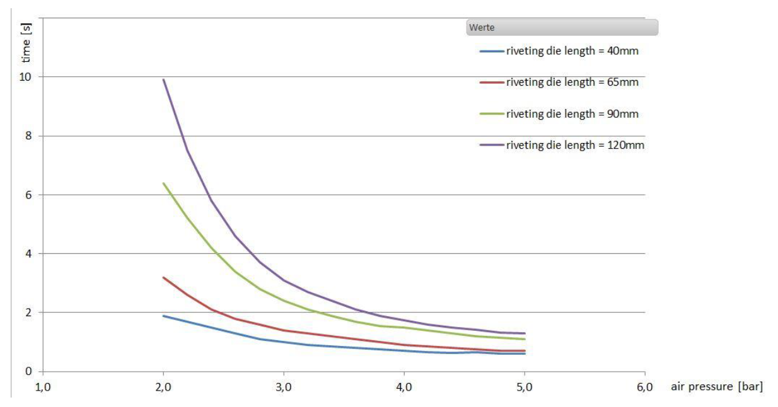
2. 铆杆长度
铆杆越短,铆接压力需求越小。铆杆越长,由于铆杆能够偏转的角度越小,整个机构就越像压铆设备,因此铆杆越短,铆接力就可以越小,当然由于铆杆的偏转角度会更大,需要考虑铆杆是否会接触到零件表面,避免在零件表面产生挤压伤痕。
3. 铆杆直径
铆杆直径的选择通常需要比铆接后的铆钉封闭头直径大1mm以上,确保铆接过程中,不会出现材料溢出的情况。
4. 铆杆头部
尽可能选择平头铆杆。虽然特殊形状的铆杆能够铆出各种不同的效果来,但由于金属摩擦挤压的方式发生了变化,特殊形状的铆杆的会产生更多的摩擦发热,铆杆的损耗会加大,寿命也会随之缩短,而由于铆杆的特殊形状,加工也会更困难一些,因此,特殊形状的铆杆的价格和供货周期都会要比普通的平头铆杆更高和更长。
凸头的铆杆实际上会将更多的材料挤向轴向而非径向,即比平头铆杆有更多材料进入孔中,特定角度的凸头铆杆可以把铆钉头部铆成平的,轴向强度能够比平头铆杆铆出来的更高一些。
附图,压力、铆杆长度与铆接时间的关系曲线